Vulcan’s Welded Helical Serrated Finned Tubes are produced in the same manner as solid fin, except that before the fin strip is formed around the tube, the fin strip is cut (or “serrated”) crosswise from one edge (which will become the outer edge of the fin segments) to within 1/4″ of the other edge, leaving an uncut portion that will become a continuous base for the fin segments. The interval between cuts (which determines the segment width after the strip is formed around the tube) may be specified as either 5/32″ or 5/16″. After being cut, the fin strip is held under tension and confined laterally as it is formed around the tube, thereby ensuring forceful contact with the tube surface. As the fin strip is formed around the tube its outer (serrated) edge spreads, opening the segments like petals of a daisy. A continuous weld is applied at the point where the fin strip first begins to bend around the tube diameter using Vulcan’s unique gas metal arc welding (GMAW) process. This welding process creates the strongest fin to tube attachment in the industry, excellent heat transfer characteristics, low fin-side pressure drop and little to no change in grain microstructure and physical characteristics even when 3%-9% chromium tubes are used.
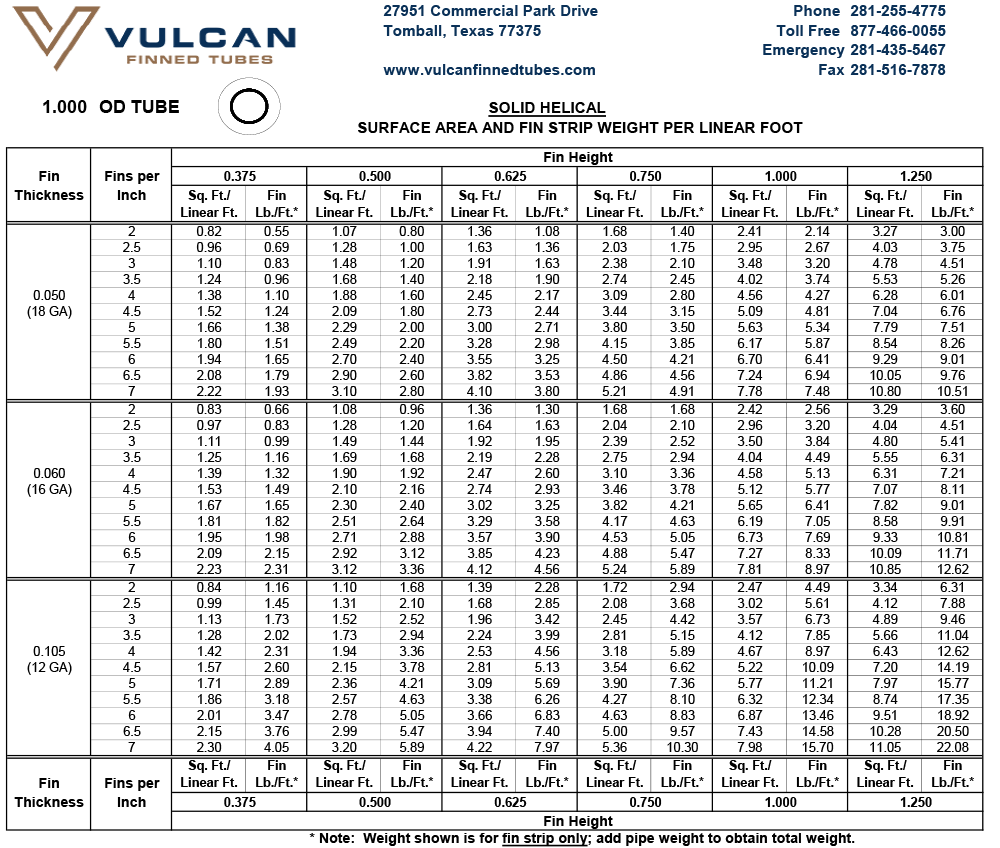
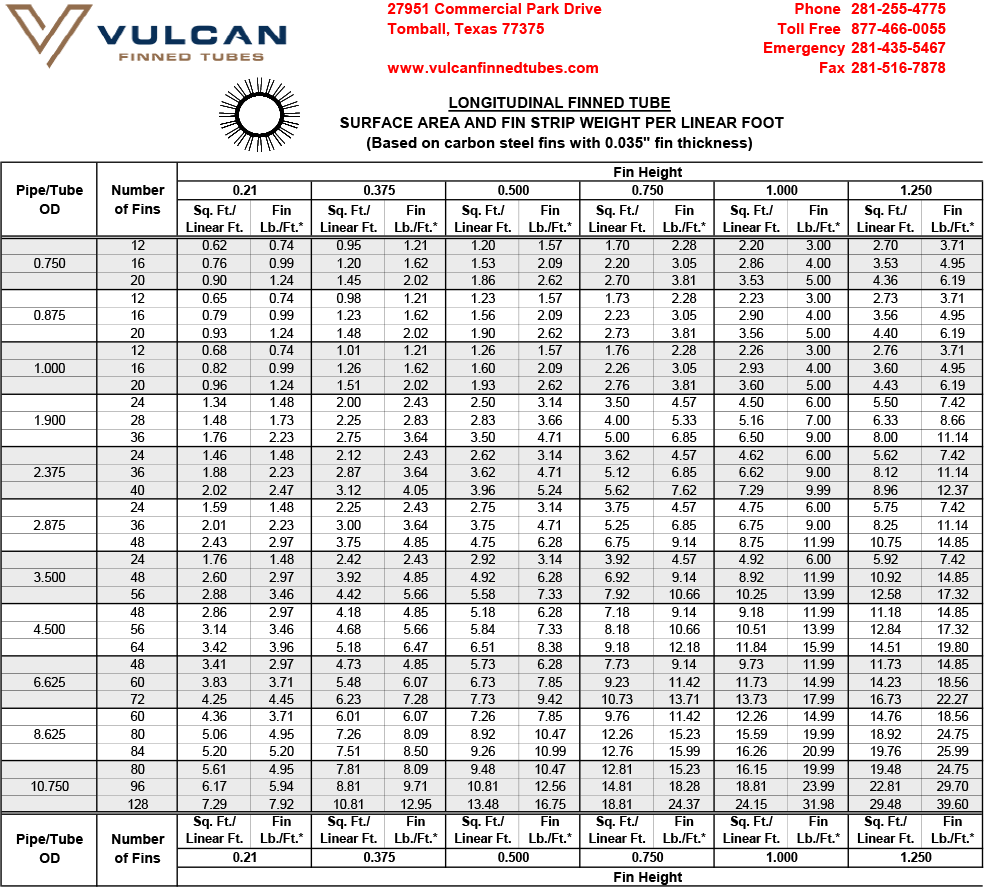
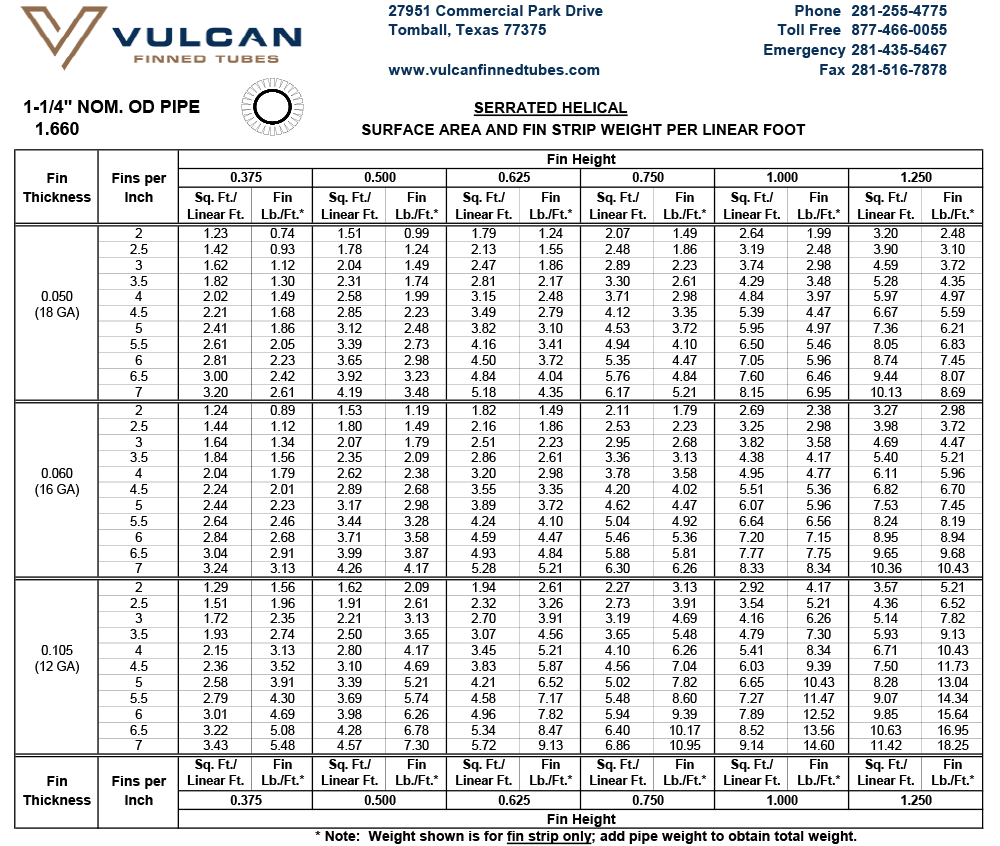
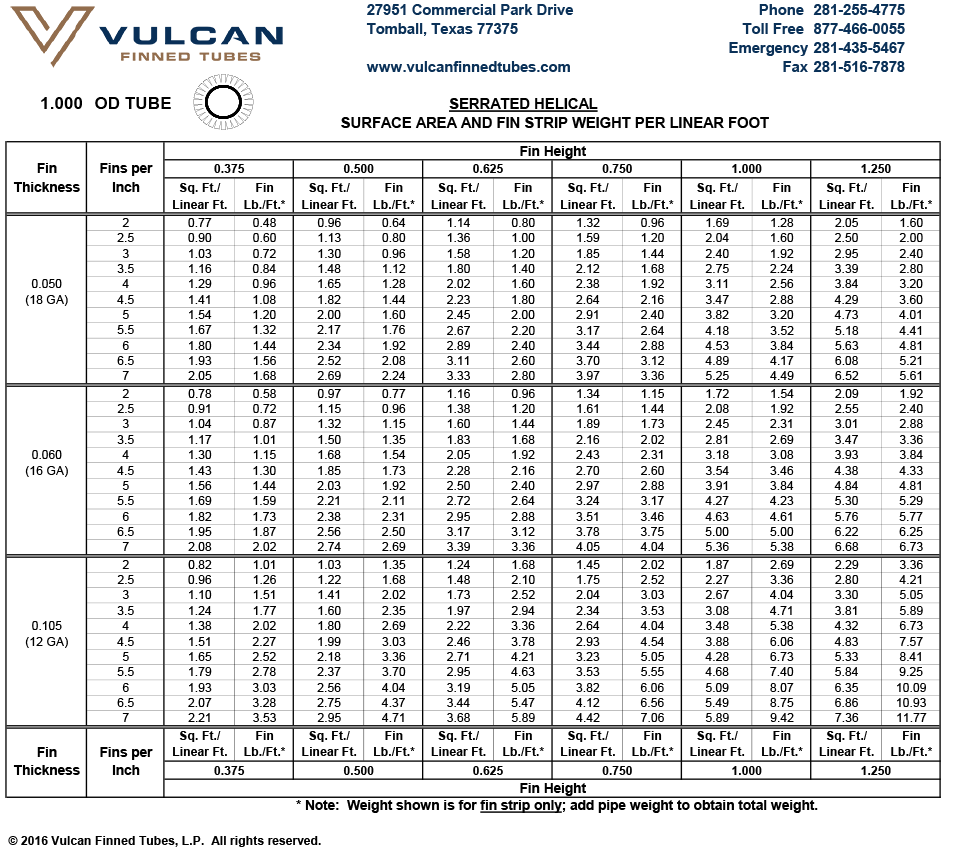
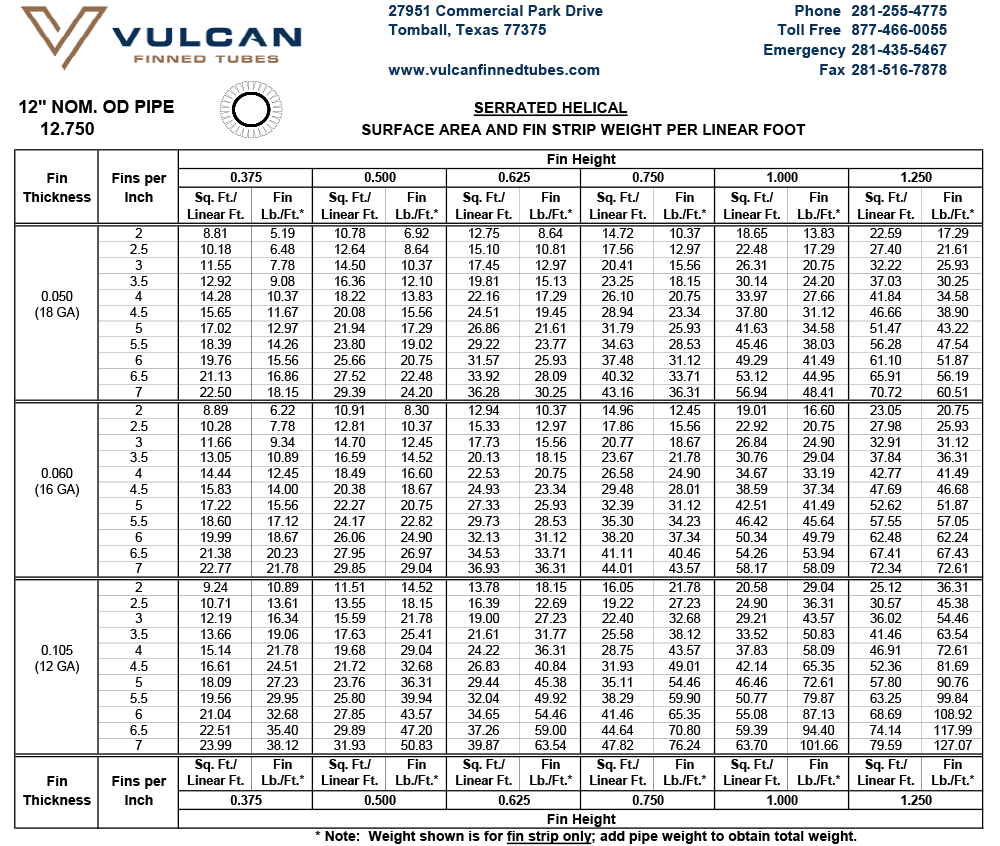
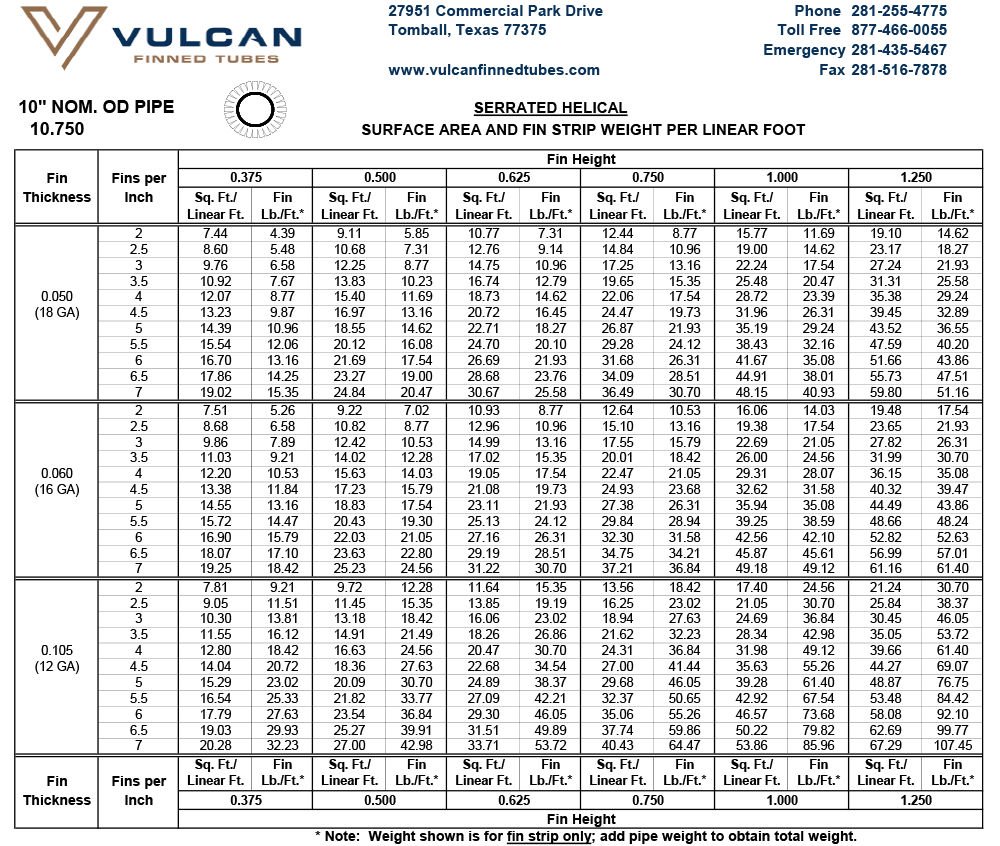
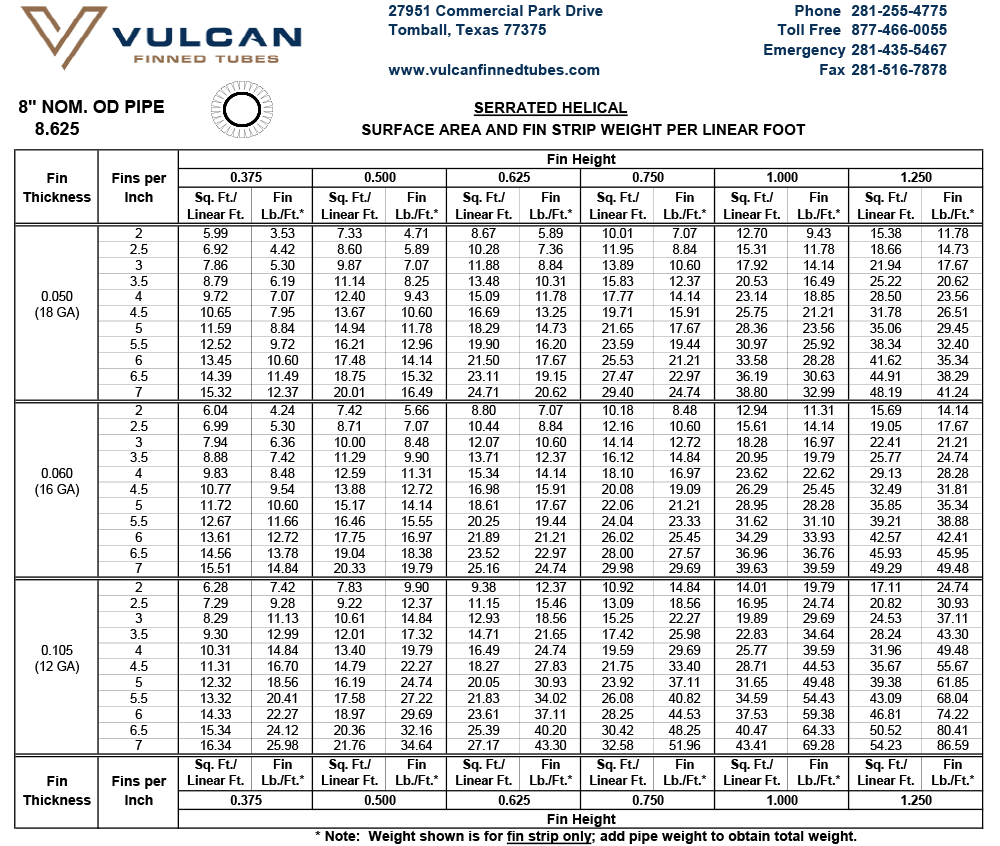
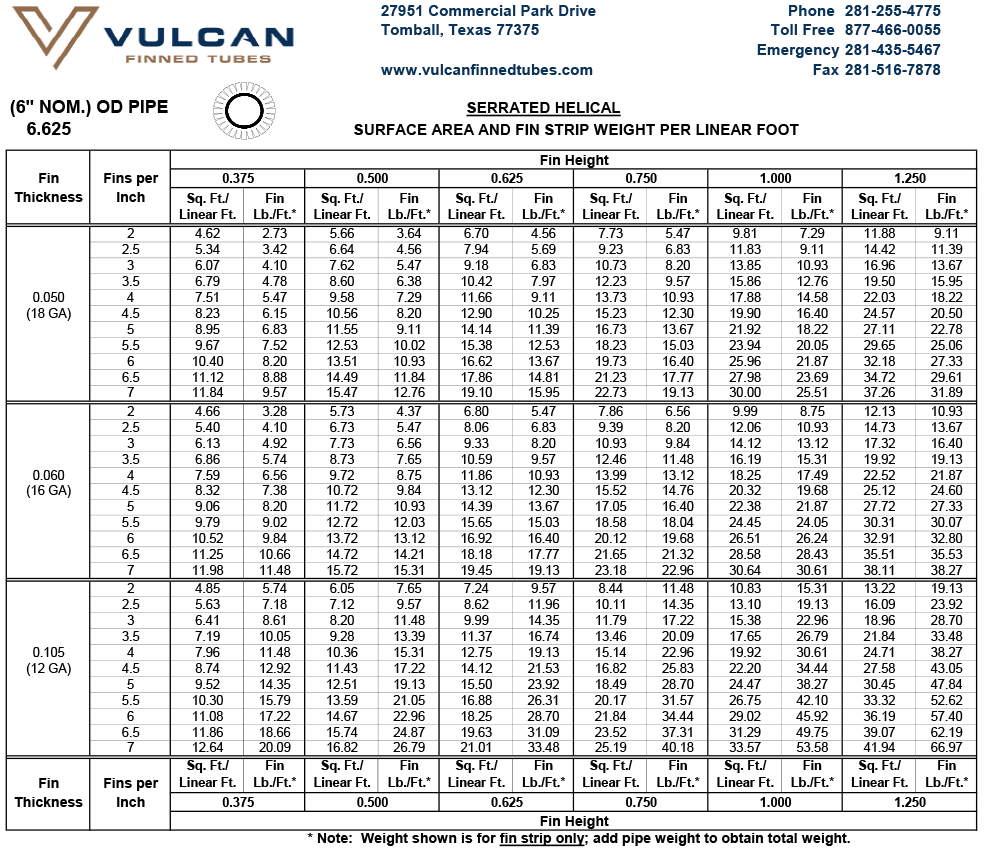
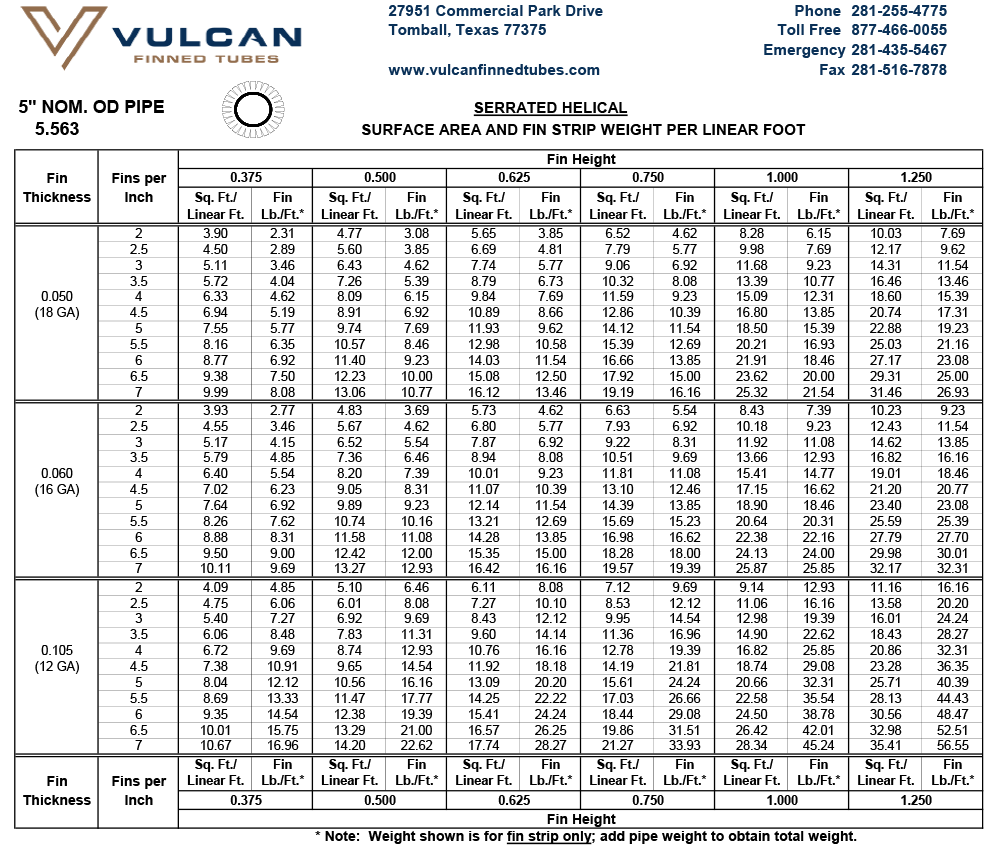
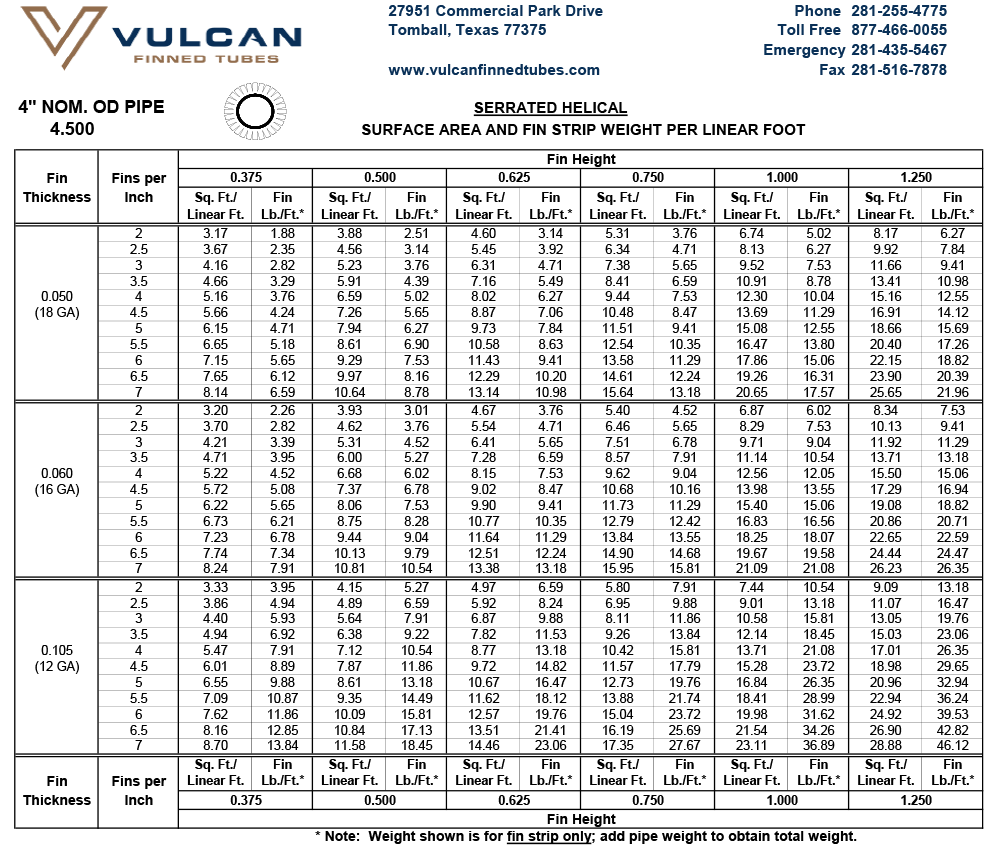
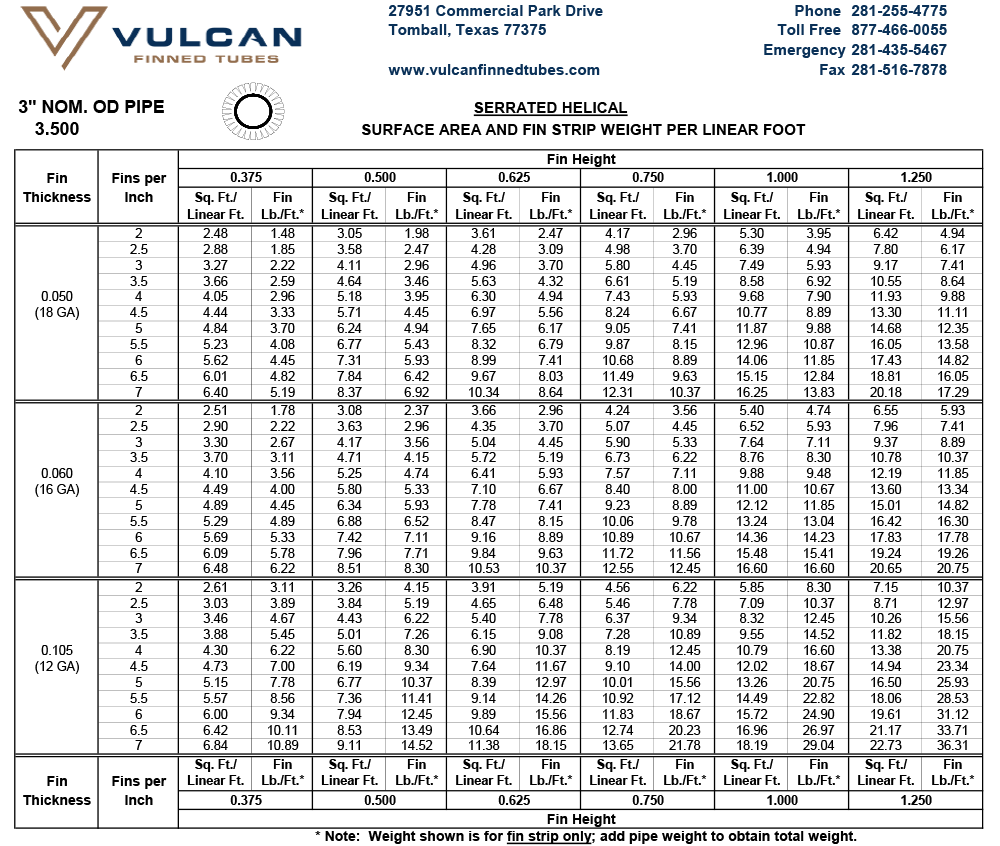
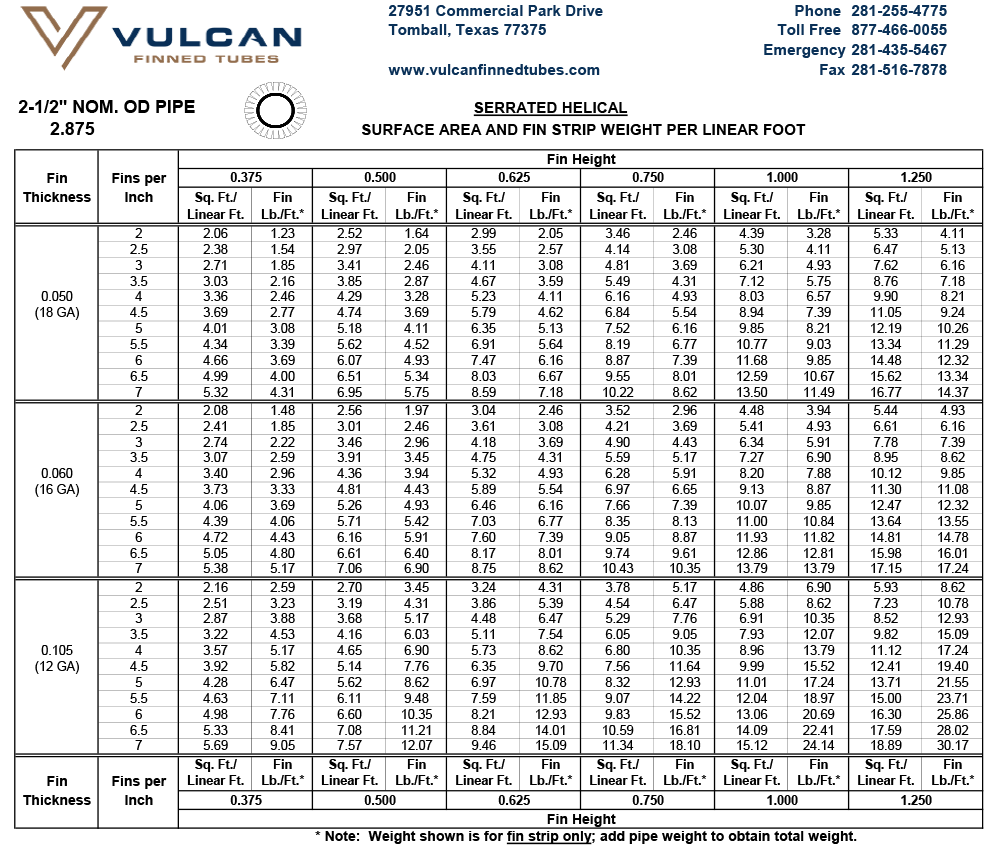
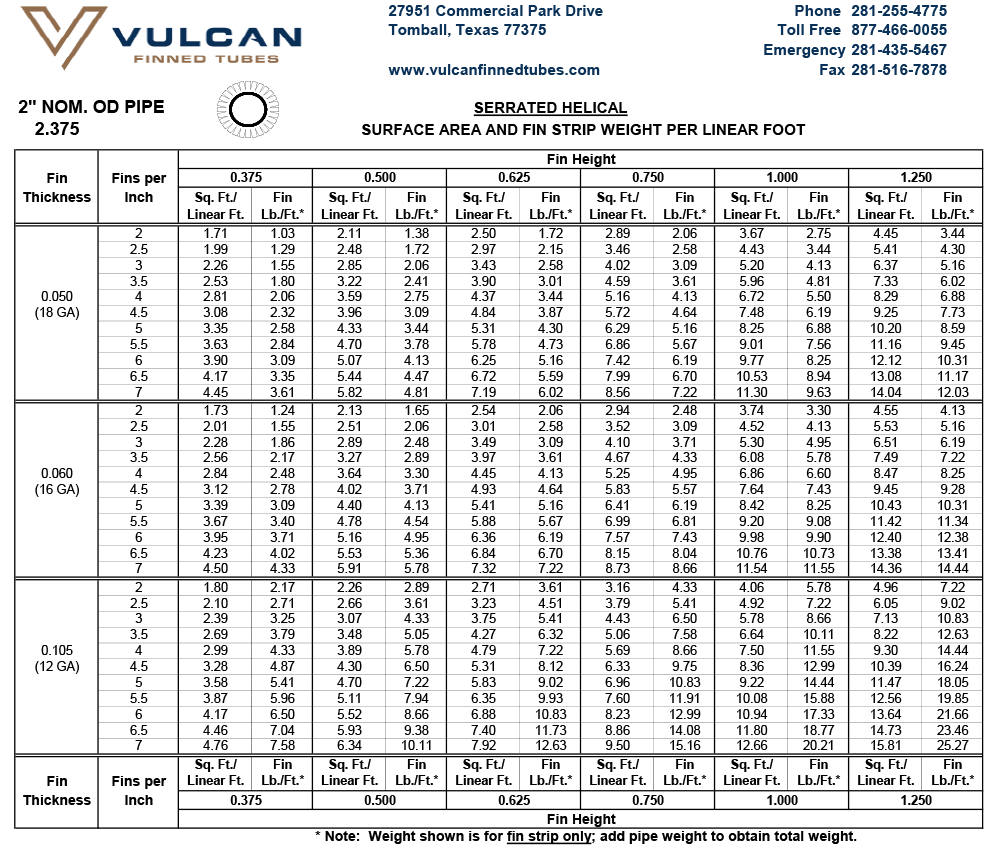
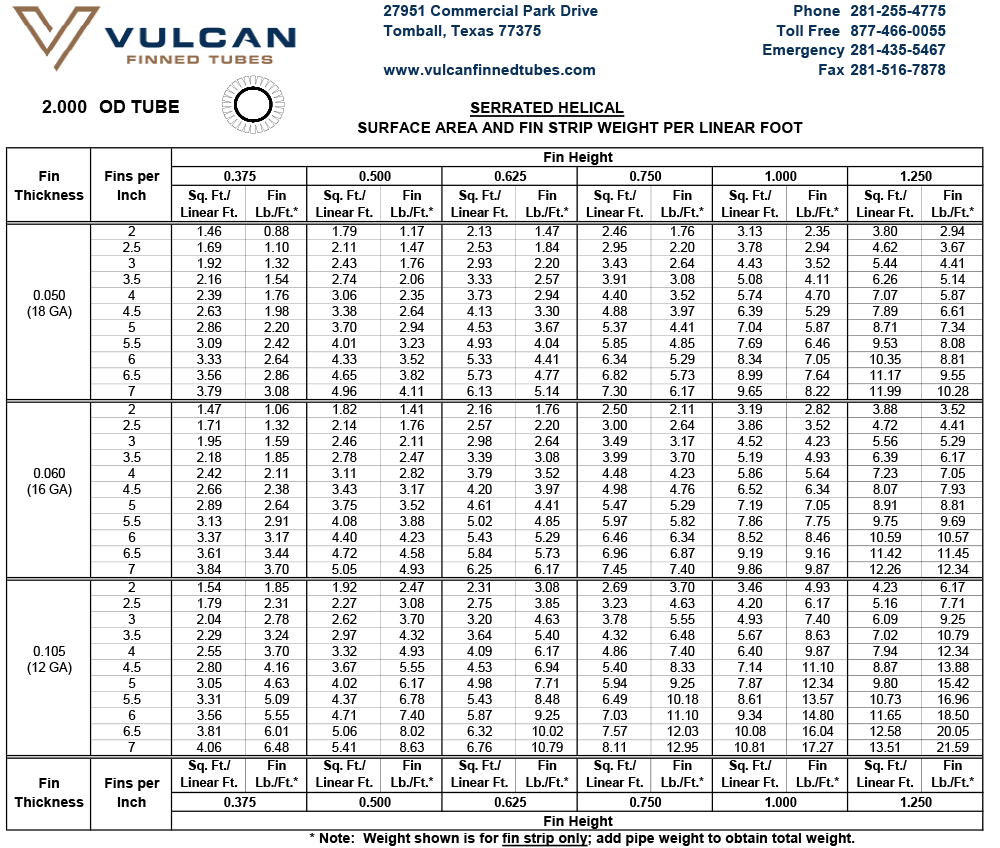
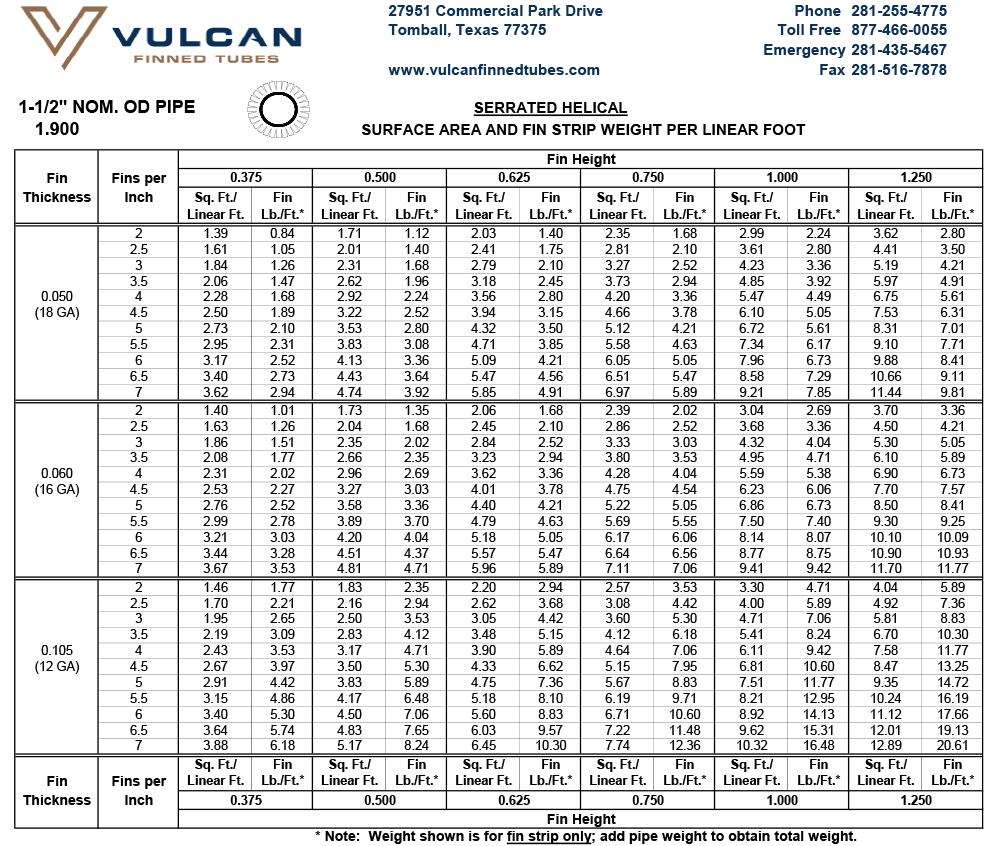
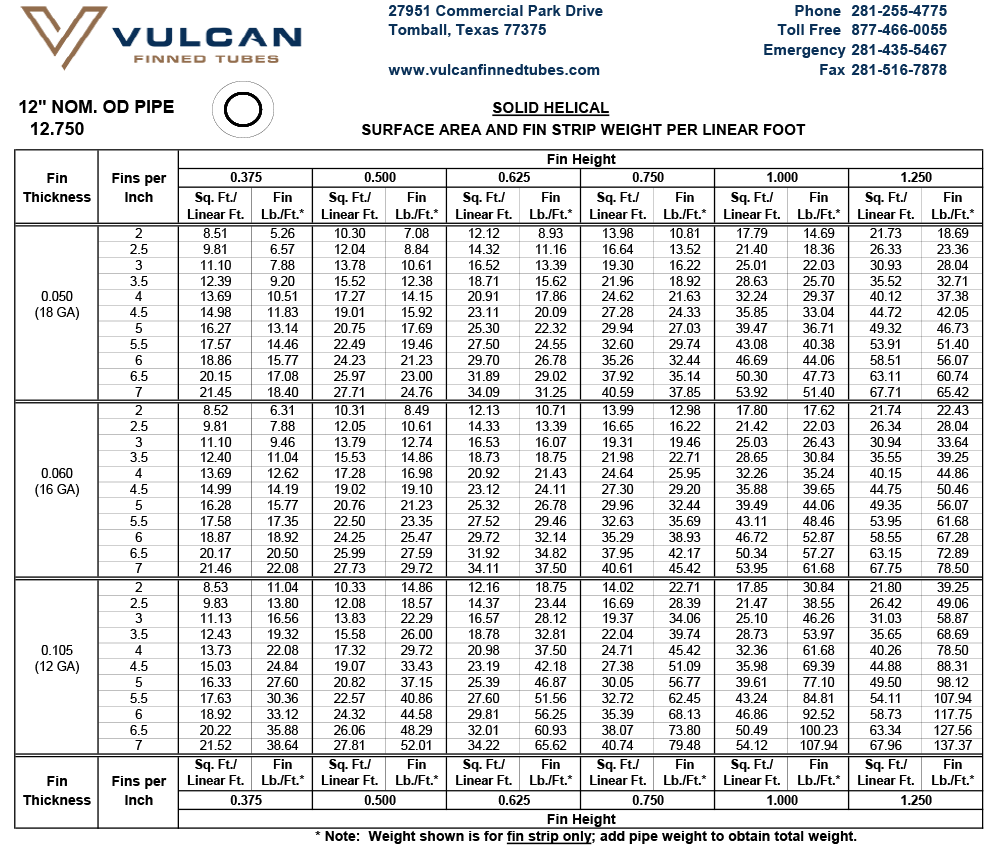
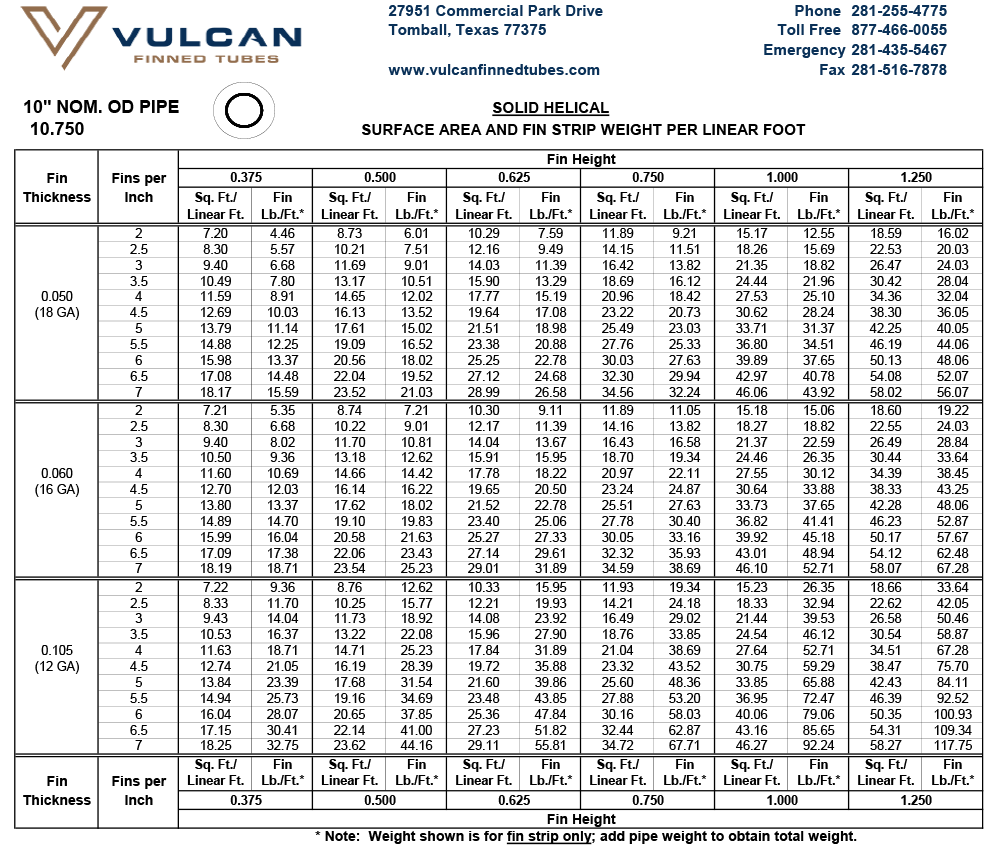
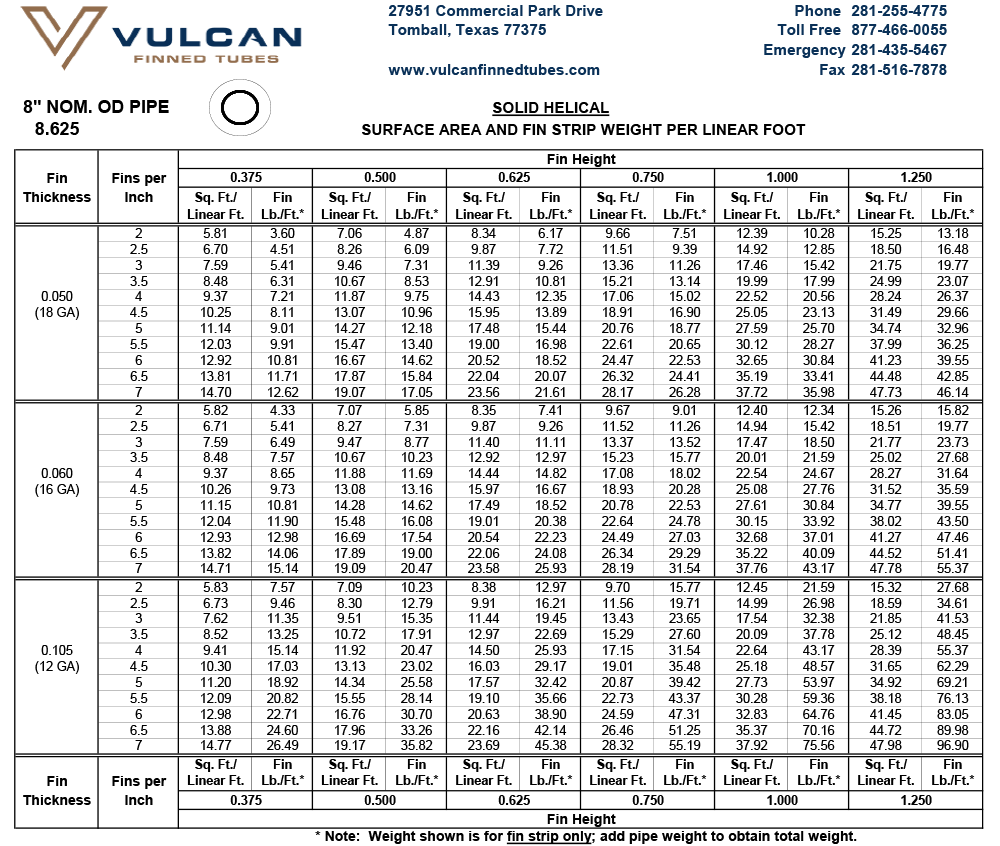
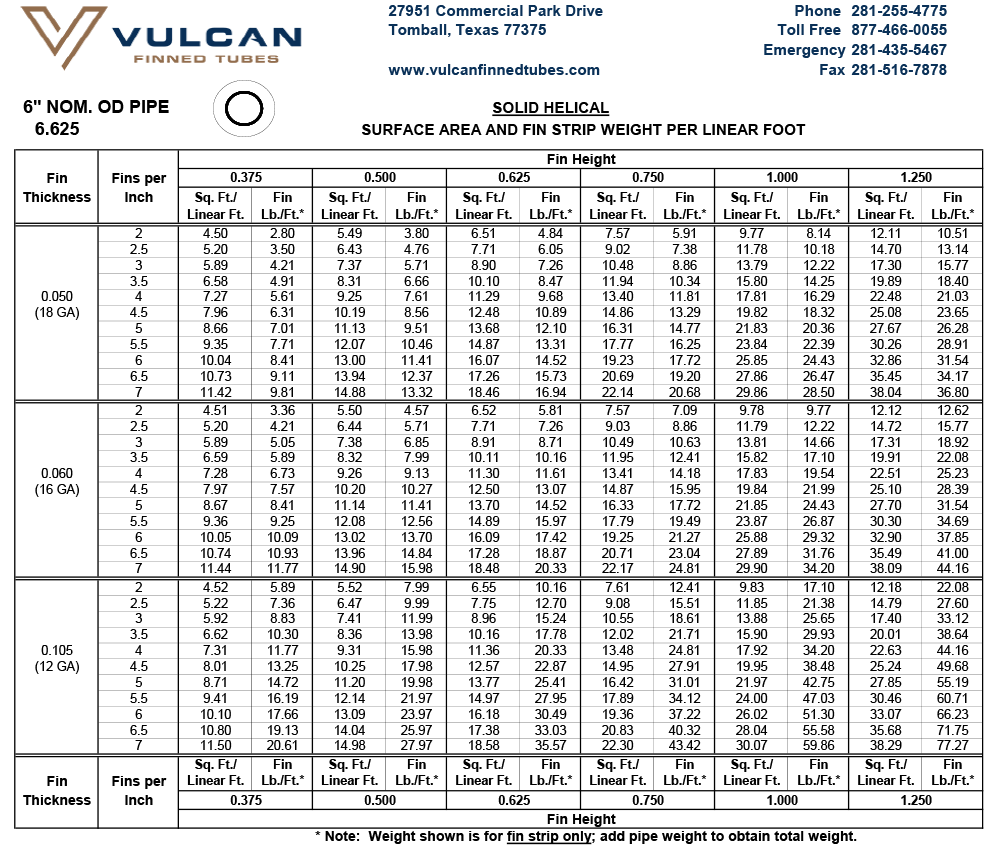
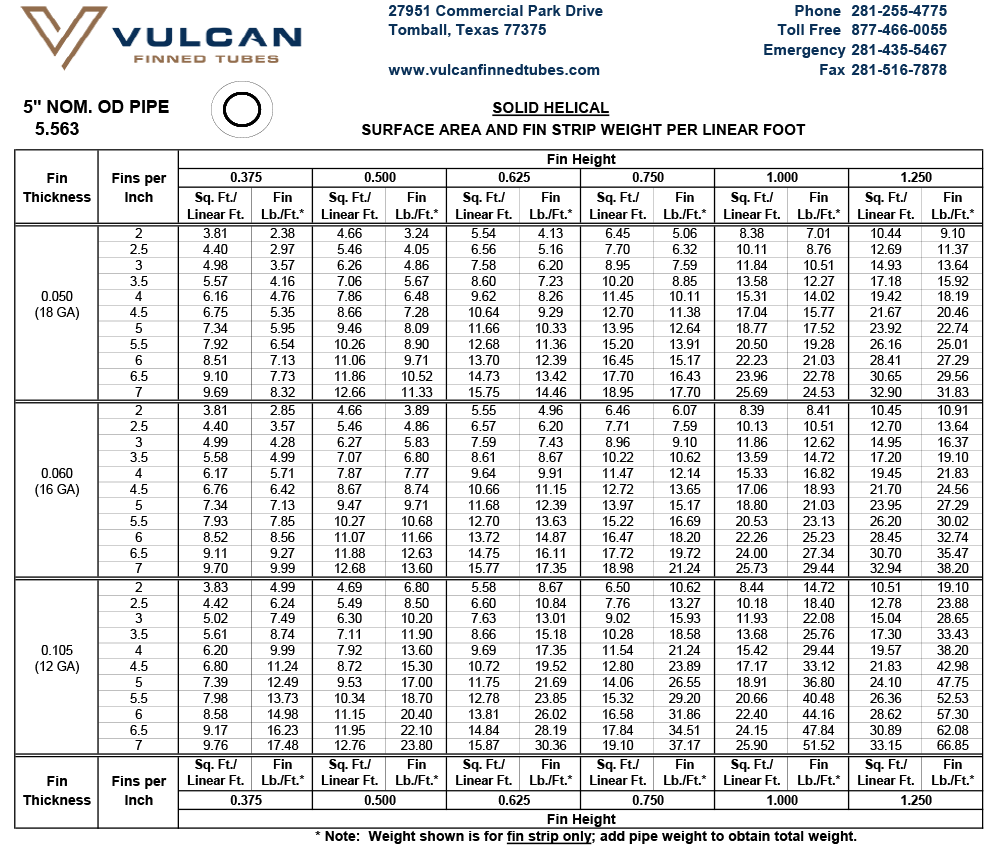
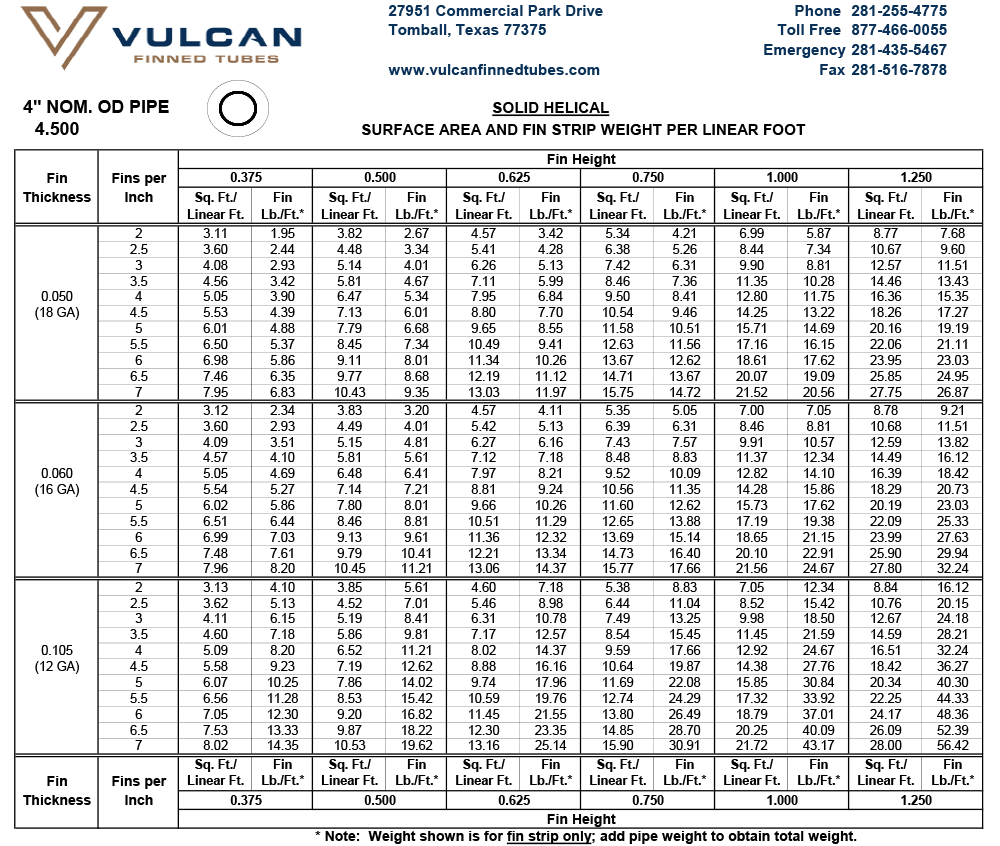
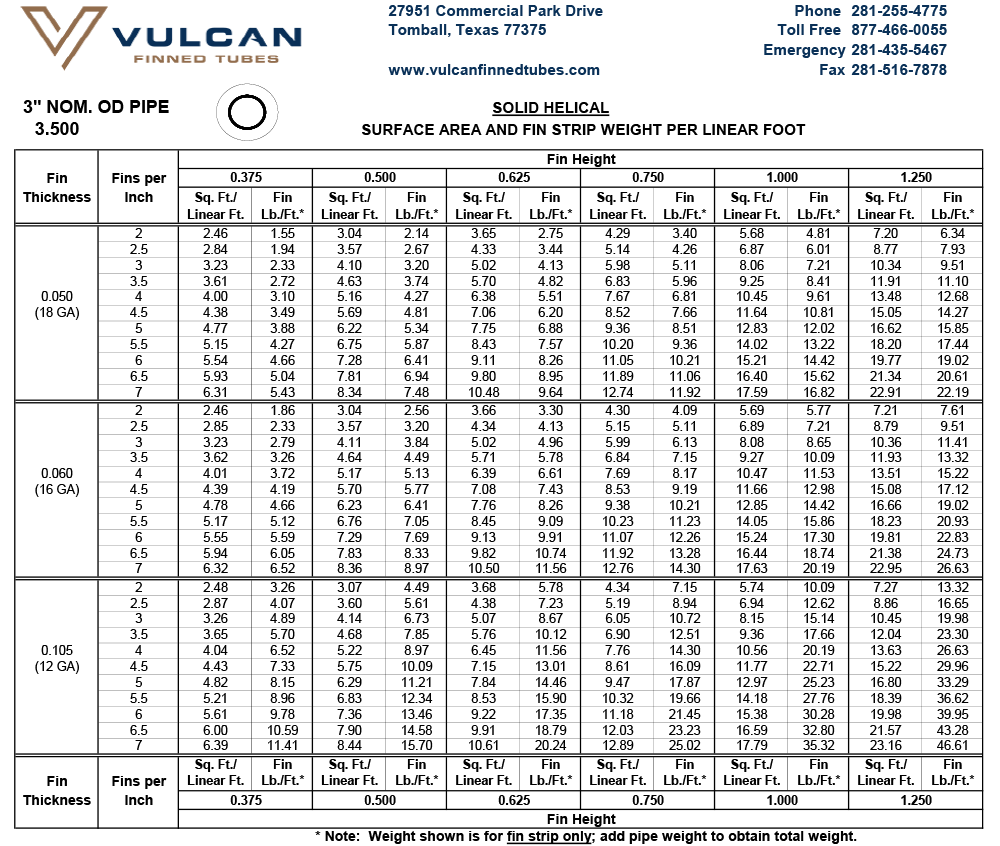
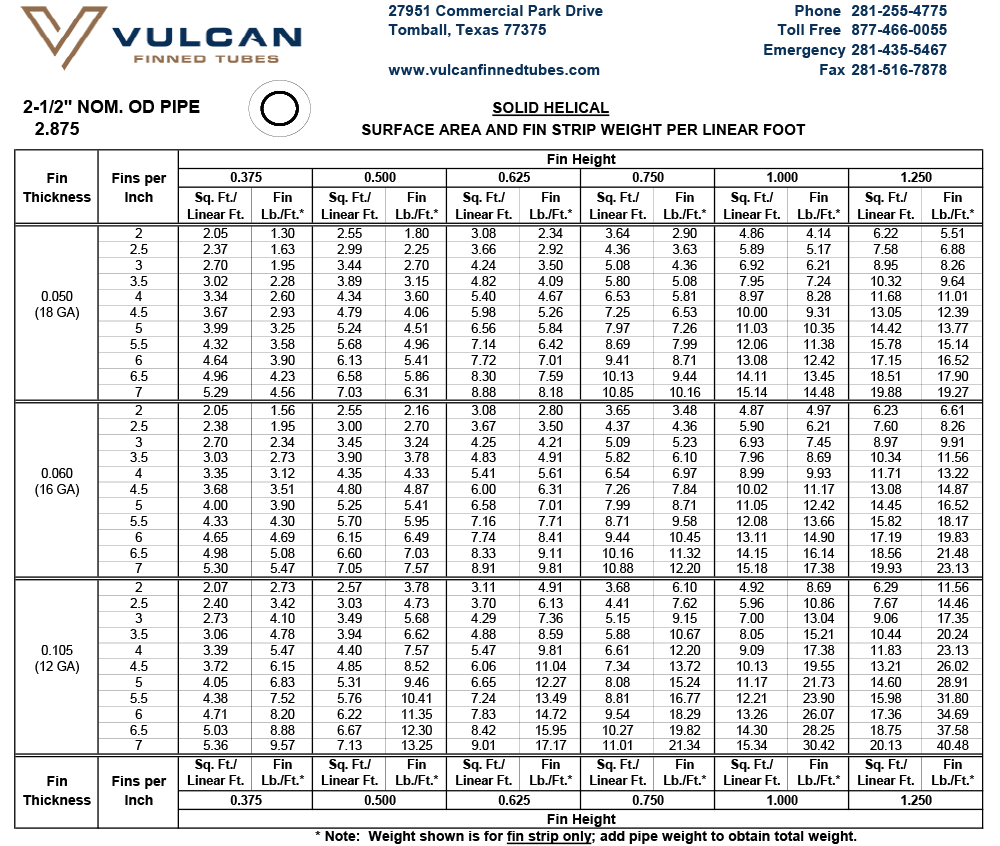
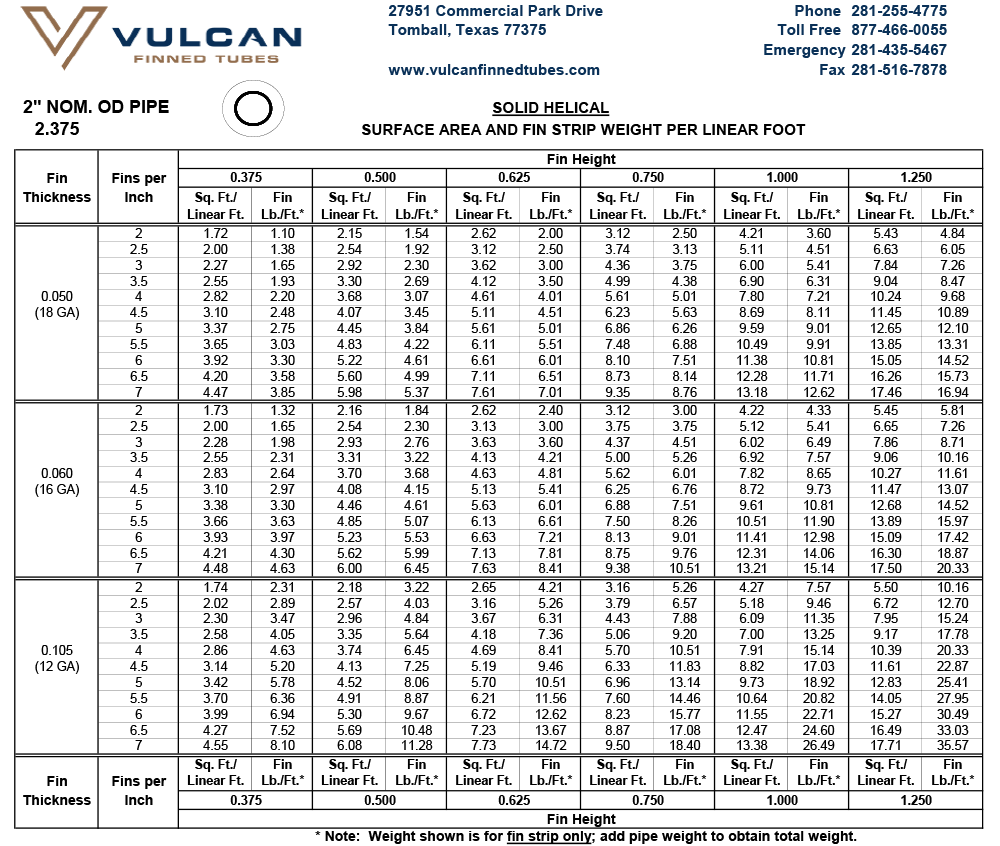
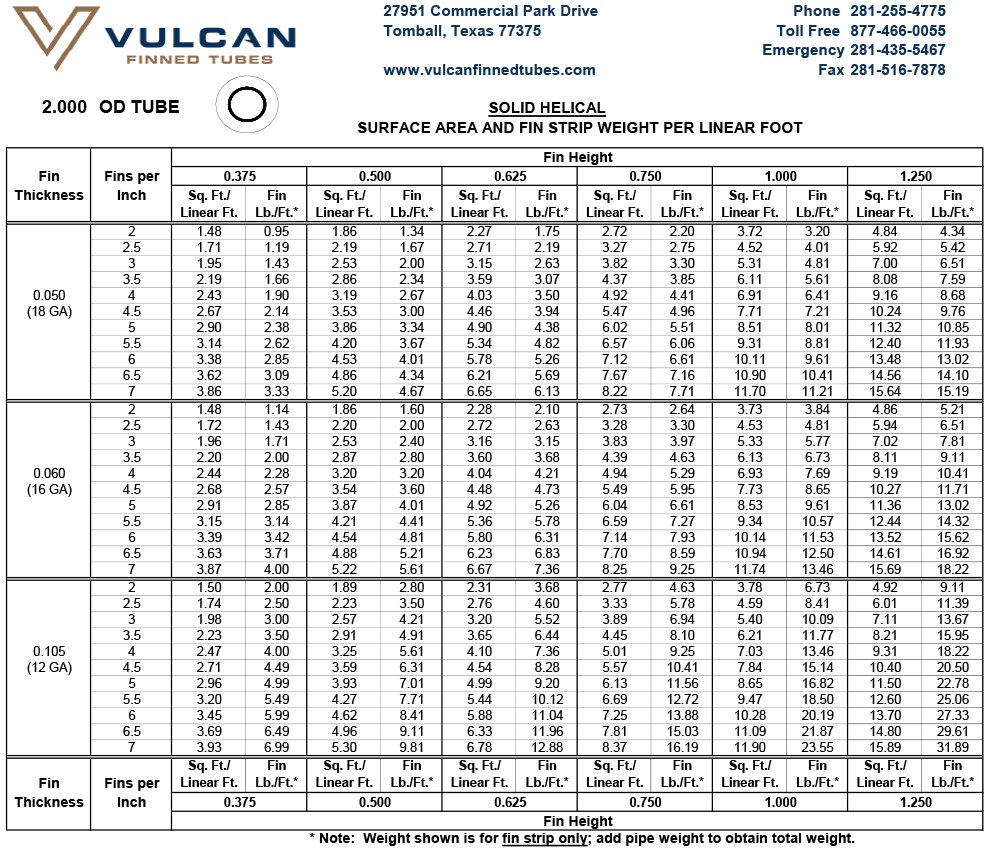
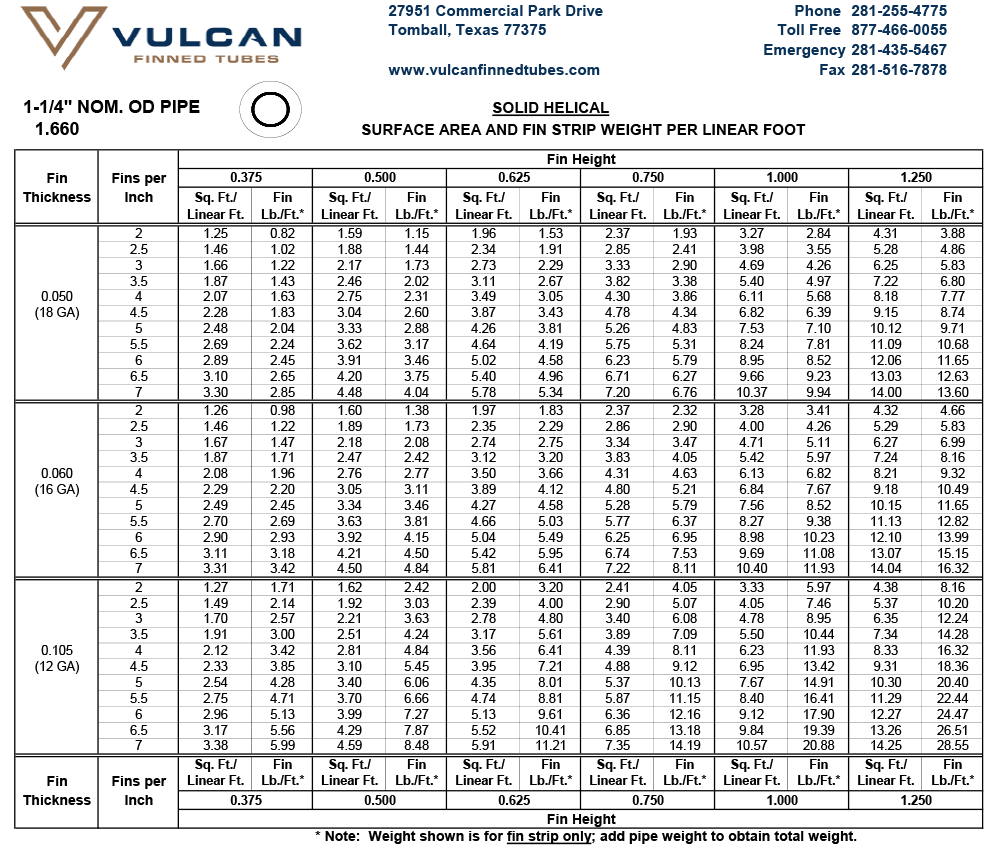
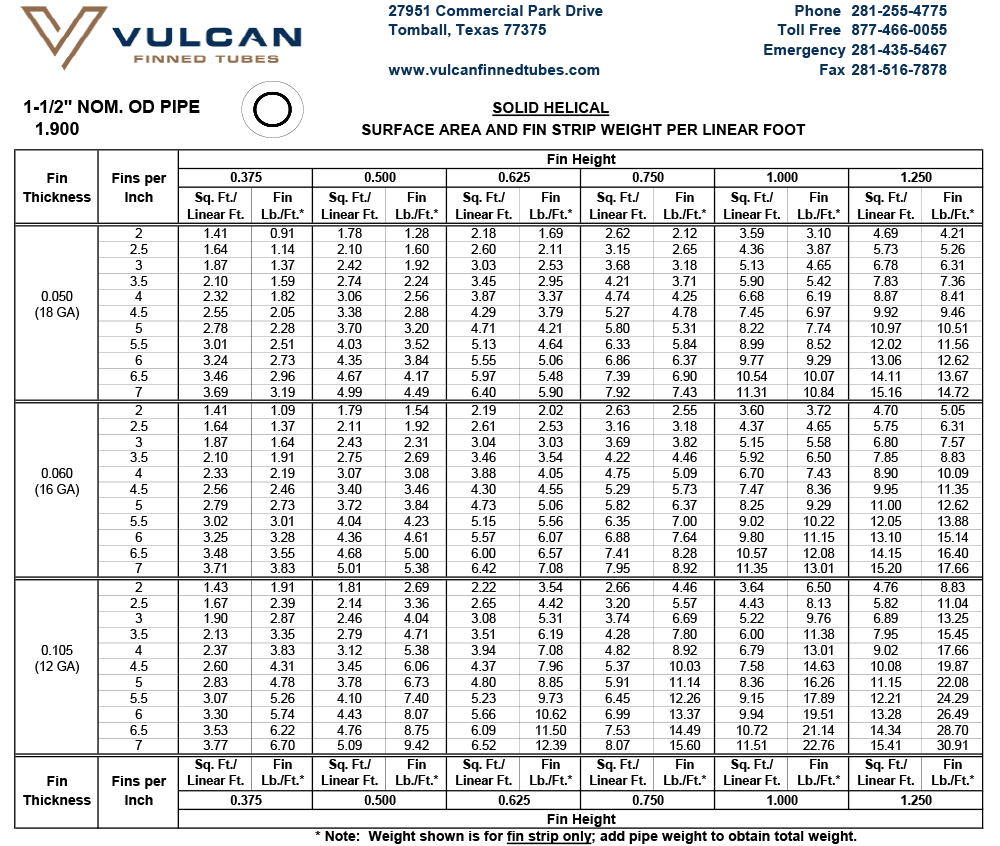
For a given pipe or tube size, the desired heat transfer surface area per unit length of tube can be obtained by specifying the appropriate fin height and/or number of fins per inch of length. See Design Information for extensive tables of surface areas and fin weights.
The following table shows Vulcan’s manufacturing capabilities for helical serrated finned tube:
| Weld Process | GMAW |
| Tube/Pipe Size | 1.00″ to 12.75″ outside diameter |
| Fin Height | 0.375″ to 1.25″ |
| Fin Segment Width | 5/32″ or 5/16″ |
| Fin Thickness | 20ga (.035″) to 16ga (.060″) |
| Fin Pitch | 1 to 7 fins per inch |
| Materials | Any material combination that can be arc welded |
| Tube Length | No practical limit |
* This table should be used as a general guide to our capabilities for Welded Helical Serrated Finned tubes. Grade of material, tube outside diameter to fin height and other factors may limit these capabilities. Please call us for guidance when designing your next finned tube.
This serrated fin configuration can be used for practically any heat transfer application, and is particularly suited to high temperature, high pressure applications with high fin-side temperatures. In general, the serrated fin configuration is said to transfer heat more efficiently than solid fin since the serrated fin segments allow some lateral (cross-fin) flow of fluid along the tube axis, which serves to increase turbulence, thereby breaking up the thermal boundary layer and increasing heat transfer efficiency.
To learn more about this product see Vulcan’s Standard Specifications for Welded Helical Serrated Finned Tubes.